

1. Техническое обслуживание задвижки
1.1 Основные технические параметры:
Ду: NPS1”~ NPS28”
Артикул: CL150~CL2500
Материал основных частей: ASTM A216 WCB.
Шток — ASTM A276 410;Сиденье — ASTM A276 410;
Уплотняющая поверхность — VTION
1.2 Применимые нормы и стандарты: API 6A, API 6D.
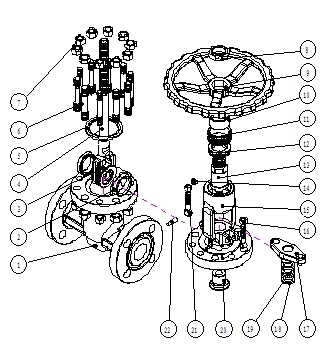
1.3 Конструкция клапана (см. рис.1)
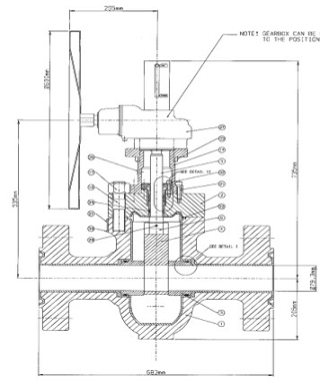
Рис.1 Задвижка
2. Осмотр и техническое обслуживание.
2.1: Осмотр внешней поверхности:
Осмотрите внешнюю поверхность клапана на наличие повреждений и пронумеруйте их;Сделайте запись.
2.2 Осмотр корпуса и уплотнений:
Проверьте, нет ли каких-либо утечек, и сделайте запись проверки.
3. Разборка клапана.
Перед разборкой и ослаблением соединительных болтов клапан должен быть закрыт.Для более ослабленных болтов необходимо выбрать подходящий нерегулируемый гаечный ключ. Гайки должны быть легко повреждены разводным гаечным ключом.
Ржавые болты и гайки необходимо замочить керосином или жидкостью для удаления ржавчины;Проверьте направление резьбы винта, а затем медленно поверните.Разобранные детали должны быть пронумерованы, маркированы и содержаться в порядке.Шток и диск ворот необходимо надеть на кронштейн, чтобы избежать царапин.
3.1 Очистка
Убедитесь, что запасные части аккуратно очищены щеткой с керосином, бензином или чистящими средствами.
После очистки убедитесь, что на запасных частях нет смазки и ржавчины.
3.2 Проверка запасных частей.
Осмотрите все запасные части и сделайте запись.
Составьте подходящий план технического обслуживания в соответствии с результатами проверки.
4. Ремонт запчастей.
Отремонтировать запасные части согласно результатам осмотра и плану технического обслуживания;при необходимости замените запасные части теми же материалами.
4.1 Ремонт ворот:
①Ремонт Т-образного паза: при ремонте трещин Т-образного паза можно использовать сварку, исправить деформацию Т-образного паза, сварить обе стороны с помощью арматурного стержня.Для ремонта днища Т-образного паза можно использовать наплавочную сварку.Используя термообработку после сварки, чтобы устранить напряжение, а затем использовать проникновение PT для проверки.
②Ремонт падения:
Падение означает зазор или серьезное смещение между уплотнительной поверхностью шибера и уплотнительной поверхностью седла.Если параллельная задвижка упала, можно приварить верхний и нижний клин, а затем выполнить шлифовку.
4.2 Ремонт уплотнительной поверхности
Основной причиной внутренней утечки клапана является повреждение уплотняющей поверхности.Если повреждение серьезное, необходимо сварить, обработать и отшлифовать уплотнительную поверхность.Если не серьёзно, то только шлифовка.Шлифование является основным методом.
а.Основной принцип измельчения:
Соедините поверхность шлифовального инструмента с заготовкой.Введите абразив в зазор между поверхностями, а затем переместите шлифовальный инструмент для шлифовки.
б.Шлифование уплотнительной поверхности ворот:
Режим шлифования: ручной режим работы.
Равномерно нанесите абразив на пластину, положите заготовку на пластину, а затем вращайте, шлифуя по прямой или линии «8».
4.3 Ремонт штока
а.Если какая-либо царапина на уплотняющей поверхности штока или шероховатая поверхность не соответствуют проектным стандартам, уплотнительную поверхность необходимо отремонтировать.Методы ремонта: плоское шлифование, круглое шлифование, марлевое шлифование, машинное шлифование и конусное шлифование;
б.Если шток клапана изогнут >3%, выполните выпрямляющую обработку на бесцентровом шлифовальном станке, чтобы убедиться в чистоте поверхности и обнаружении технологических трещин.Методы правки: правка статическим давлением, холодная правка и термическая правка.
в.Ремонт головки штока
Под головкой штока подразумеваются части штока (сфера штока, верхушка штока, верхний клин, соединительный желоб и т.п.), соединенные открывающимися и закрывающимися частями.Методы ремонта: резка, сварка, вставное кольцо, вставная заглушка и т. д.
д.Если не соответствует требованиям проверки, необходимо произвести повторное изготовление из того же материала.
4.4 В случае каких-либо повреждений поверхности фланца с обеих сторон корпуса необходимо провести механическую обработку в соответствии со стандартными требованиями.
4.5. Обе стороны соединения RJ корпуса, если после ремонта они не соответствуют стандартным требованиям, должны быть сварены.
4.6 Замена изнашиваемых деталей
Изнашиваемые детали включают прокладку, уплотнение, уплотнительное кольцо и т. д. Подготовьте изнашиваемые детали в соответствии с требованиями по техническому обслуживанию и запишите их.
5. Сборка и установка.
5.1 Подготовка: Подготовьте ремонтируемые запасные части, прокладку, упаковку, монтажный инструмент.Приведите все детали в порядок;не кладите на землю.
5.2 Проверка очистки: Очистите запасные части (крепеж, уплотнение, шток, гайку, корпус, крышку, вилку и т. д.) керосином, бензином или чистящим средством.Убедитесь, что нет смазки и ржавчины.
5.3 Установка:
Сначала проверьте углубления на штоке и уплотнительной поверхности шибера, чтобы подтвердить состояние соединения;
Продуйте, протрите корпус, крышку, заслонку, уплотнительную поверхность, чтобы они были чистыми. Установите запасные части в порядке и затяните болты симметрично.
Время публикации: 19 мая 2022 г.